Trabalho de Programação em Python
Objetivo do trabalho:
O objetivo deste trabalho é criar um arquivo para impressão 3D.
Visão sobre o projeto e informações sobre o ambiente
🟦 O que é CNC?
✨ CNC significa Controle Numérico Computadorizado (Computer Numerical Control).
- É a automação de máquinas (fresadoras, tornos, impressoras 3D, cortadoras a laser, etc.).
- No lugar de um operador manual girando manivelas, o computador controla os motores.
- O programa informa onde a ferramenta deve ir, a velocidade e o que fazer.
➡️ Resultado: peças produzidas com mais precisão, repetibilidade e velocidade.
Exemplos de máquinas CNC:
- Fresadora CNC (corta metal ou madeira).
- Torno CNC (peças cilíndricas).
- Impressora 3D (constrói objetos em camadas).
- Router CNC (corte em madeira e acrílico).
- Laser CNC (gravação/corte de chapas).
🟦 O que é G-code?
✨ O G-code é a linguagem usada pelas máquinas CNC.
Cada linha é uma instrução que a máquina entende.
É formado por códigos de duas letras (como G1, M104) seguidos de números (coordenadas, temperaturas, velocidades).
🟦 Como nasce uma peça CNC
- O engenheiro desenha em CAD (3D).
- O software CAM (fatiador, slicer, etc.) gera o G-code.
- O G-code é enviado para a máquina CNC.
- A máquina executa linha a linha e cria a peça.
🟦 Por que é importante aprender?
- O CNC está presente em indústria, medicina, aeronáutica, prototipagem e design.
- Entender G-code é como entender a “gramática” das máquinas.
- Mesmo que existam softwares automáticos, saber G-code permite:
- Ajustar peças.
- Corrigir erros.
- Criar trajetórias personalizadas.
Qual o GCode da Ender-3
O padrão de G-code da Ender-3 é o Marlin/RepRap flavor, não FANUC, Mitsubishi ou Siemens. Eles são todos “G-code”, mas os dialetos são diferentes.
🔹 Diferença principal:
- A Ender-3 segue o padrão Marlin/RepRap (open-source) → voltado para impressoras 3D, bem simplificado.
- Já os CNC industriais (FANUC, Mitsubishi, Siemens) usam dialetos diferentes de ISO G-code, com foco em fresadoras, tornos e centros de usinagem, que possuem muitos recursos que uma impressora 3D não precisa (offsets, ciclos fixos, compensações de ferramenta, etc).
📌 Comparativo resumido:
| Sistema | Padrão/Dialeto G-code | Usado em |
|---|---|---|
| Ender-3 | Marlin/RepRap (G0, G1, G28, M104…) | Impressoras 3D |
| FANUC | ISO G-code (muitos ciclos fixos, G71, G81, etc) | CNC industrial (torno/fresa) |
| Mitsubishi | Próprio dialeto ISO compatível, similar ao FANUC | CNC industrial |
| Siemens | Sinumerik (ISO G-code, mas com macros próprios e ciclos especiais) | CNC industrial |
Comandos GCode básico.
🟦 Configuração inicial
G21→ Define as unidades em milímetros (a Ender-3 trabalha sempre em mm).G90→ Define o modo absoluto de posicionamento (as coordenadas X/Y/Z são relativas ao 0,0 da mesa).M82→ Define a extrusão em modo absoluto (valores de E sempre crescem).G28→ Faz o homing de todos os eixos (leva X, Y e Z até os switches de fim de curso).
🟦 Aquecimento (opcional)
M104 S200→ Seta a temperatura do bico em 200 °C, mas não espera aquecer.M140 S60→ Seta a temperatura da mesa em 60 °C, mas também não espera.M109 S200→ Define o bico em 200 °C e espera até atingir antes de continuar.M190 S60→ Define a mesa em 60 °C e espera até atingir.
(Esses eu deixei comentados, caso queira imprimir de fato, não só movimentar.)
🟦 Movimentação inicial
G1 Z0.20 F1200→ Move o bico para a altura de 0.20 mm acima da mesa, na velocidade de 1200 mm/min.G1 X110 Y110 F6000→ Leva o bico até o centro da mesa (coordenada X110 Y110), rápido.G1 X130 Y110 F3000→ Move até a posição inicial do círculo (20 mm à direita do centro).
🟦 Configuração de extrusão
M83→ Define a extrusão como relativa (cada valor de E representa apenas o incremento de filamento).G92 E0→ Zera o contador de extrusão (dizendo ao firmware que estamos em E=0).G1 F1200→ Define a velocidade padrão (feedrate) de 1200 mm/min para os próximos movimentos.
🟦 Desenhando o círculo
G2→ Faz um movimento circular horário (clockwise).X... Y...→ Define o ponto final do arco.I... J...→ Define o centro do arco em relação ao ponto inicial.E...→ Quantidade de filamento extrudido durante o arco.
No código:
G2 X90 Y110 I-20 J0 E2.10→ Desenha meia-volta (da direita pro lado esquerdo do círculo), extrudindo 2.1 mm de filamento.G2 X130 Y110 I20 J0 E2.10→ Fecha a volta (do lado esquerdo de volta à direita), extrudindo mais 2.1 mm.
🟦 Finalização
G1 Z5 F3000→ Levanta o bico 5 mm para não arranhar a peça.M84→ Desliga os motores (desenergiza os steppers).
Exemplo de Código na Ender-3
; ===== Círculo Ender-3 (Marlin/RepRap) =====
; Raio: 20 mm | Centro: X110 Y110 | Camada: 0.20 mm | Largura: 0.40 mm
; Filamento: 1.75 mm | Extrusão total aprox: 4.20 mm
G21 ; mm
G90 ; coordenadas absolutas
M82 ; extrusão absoluta por padrão
G28 ; home X Y Z
; (opcional) aquecer
; M104 S200 ; bico 200°C
; M140 S60 ; mesa 60°C
; M109 S200 ; aguarda bico
; M190 S60 ; aguarda mesa
G1 Z0.20 F1200 ; altura de primeira camada (ajuste se quiser)
G1 X110 Y110 F6000 ; vai ao centro da mesa
G1 X130 Y110 F3000 ; vai ao ponto inicial do círculo (raio 20 mm à direita)
M83 ; extrusão relativa
G92 E0 ; zera extrusor
G1 F1200 ; feed para impressão
; Círculo completo em duas meias-voltas (G2 = horário)
; Meia-volta 1: de (130,110) até (90,110) com centro em (110,110) => I=-20 J=0
G2 X90 Y110 I-20 J0 E2.10
; Meia-volta 2: de (90,110) até (130,110) com centro em (110,110) => I=+20 J=0
G2 X130 Y110 I20 J0 E2.10
; fim
G1 Z5 F3000 ; levanta
M84 ; desativa motores
; ============================================
Visualizando o arquivo
O usuário pode verificar o arquivo, copiando o mesmo para o site:
Click em Novo arquivo, e copie o fonte
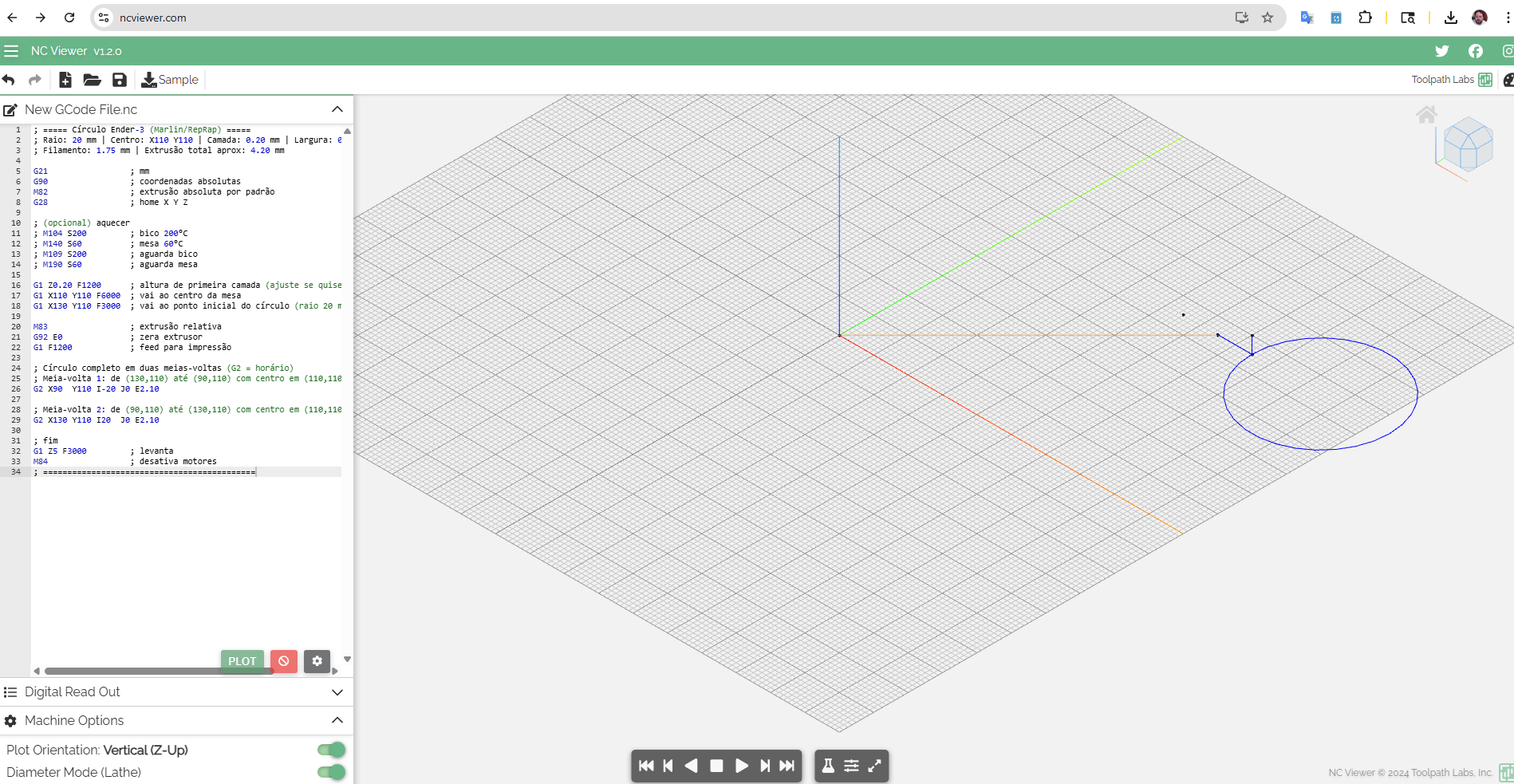
Neste exemplo criamos apenas uma camada. Onde incluímos e verificamos o desenho.
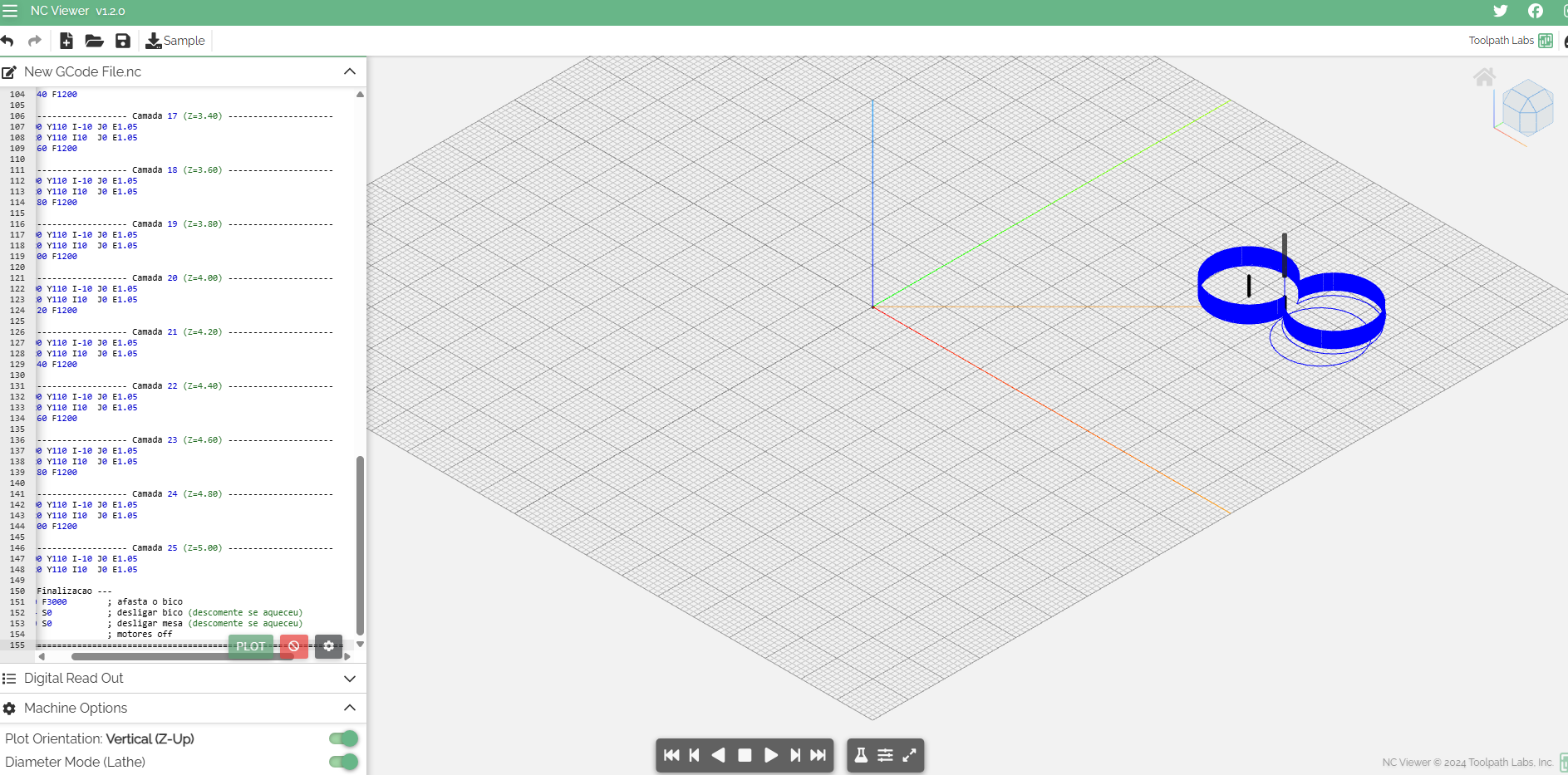
Agora iremos mostrar como fica o gcode com multiplas camadas.
; ===== Ender-3 | Cilindro oco (raio 10mm, altura 5mm, camada 0.20mm) =====
; Centro: X110 Y110 | Bico: 0.4 | Parede ≈ 0.8 mm (2 voltas por camada)
; Material sugerido: PLA (200/60). Ajuste se necessário.
G21 ; mm
G90 ; posicoes absolutas em X/Y/Z
M82 ; extrusao absoluta por padrao
G28 ; homing
; --- Aquecimento (descomente para imprimir de verdade) ---
; M104 S200 ; bico 200°C (nao espera)
; M140 S60 ; mesa 60°C (nao espera)
; M109 S200 ; bico 200°C (espera)
; M190 S60 ; mesa 60°C (espera)
G0 Z0.20 F1200 ; primeira camada
G0 X110 Y110 F6000 ; vai ao centro da mesa
G0 X120 Y110 F6000 ; ponto inicial do circulo (raio 10 mm para a direita)
M83 ; extrusao relativa (E incrementa por trecho)
G92 E0 ; zera extrusor
G1 F1200 ; feed de impressao (~20 mm/s)
; Observacao: cada meia-volta extrude ~1.05 mm (estimado p/ bico 0.4, camada 0.2)
; ---------------------- Camada 1 (Z=0.20) ----------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z0.40 F1200
; ---------------------- Camada 2 (Z=0.40) ----------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z0.60 F1200
; ---------------------- Camada 3 (Z=0.60) ----------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z0.80 F1200
; ---------------------- Camada 4 (Z=0.80) ----------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z1.00 F1200
; ---------------------- Camada 5 (Z=1.00) ----------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z1.20 F1200
; ---------------------- Camada 6 (Z=1.20) ----------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z1.40 F1200
; ---------------------- Camada 7 (Z=1.40) ----------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z1.60 F1200
; ---------------------- Camada 8 (Z=1.60) ----------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z1.80 F1200
; ---------------------- Camada 9 (Z=1.80) ----------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z2.00 F1200
; ---------------------- Camada 10 (Z=2.00) ---------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z2.20 F1200
; ---------------------- Camada 11 (Z=2.20) ---------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z2.40 F1200
; ---------------------- Camada 12 (Z=2.40) ---------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z2.60 F1200
; ---------------------- Camada 13 (Z=2.60) ---------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z2.80 F1200
; ---------------------- Camada 14 (Z=2.80) ---------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z3.00 F1200
; ---------------------- Camada 15 (Z=3.00) ---------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z3.20 F1200
; ---------------------- Camada 16 (Z=3.20) ---------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z3.40 F1200
; ---------------------- Camada 17 (Z=3.40) ---------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z3.60 F1200
; ---------------------- Camada 18 (Z=3.60) ---------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z3.80 F1200
; ---------------------- Camada 19 (Z=3.80) ---------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z4.00 F1200
; ---------------------- Camada 20 (Z=4.00) ---------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z4.20 F1200
; ---------------------- Camada 21 (Z=4.20) ---------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z4.40 F1200
; ---------------------- Camada 22 (Z=4.40) ---------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z4.60 F1200
; ---------------------- Camada 23 (Z=4.60) ---------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z4.80 F1200
; ---------------------- Camada 24 (Z=4.80) ---------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
G1 Z5.00 F1200
; ---------------------- Camada 25 (Z=5.00) ---------------------
G2 X100 Y110 I-10 J0 E1.05
G2 X120 Y110 I10 J0 E1.05
; --- Finalizacao ---
G1 Z10 F3000 ; afasta o bico
; M104 S0 ; desligar bico (descomente se aqueceu)
; M140 S0 ; desligar mesa (descomente se aqueceu)
M84 ; motores off
; =================================================================
O arquivo pode ser baixado aqui.
Como fica o arquivo pronto.
Base do Python
📘 Como criar e gravar um arquivo com Python
Em Python, para criar um arquivo de texto usamos a função open().
- O primeiro parâmetro é o nome do arquivo (ex.:
"cilindro.gcode"). - O segundo parâmetro é o modo de abertura:
"w"→ escrever (se já existir, sobrescreve)."a"→ acrescentar no final (append)."r"→ apenas leitura.
Depois usamos o método .write() para gravar conteúdo no arquivo.
No final, usamos .close() (ou o with que fecha automaticamente).
# Criar e gravar um arquivo de texto em Python
# Abre (ou cria) o arquivo chamado "cilindro.gcode" no modo escrita ("w")
with open("cilindro.gcode", "w", encoding="utf-8") as arquivo:
# Grava apenas uma linha de texto no arquivo
arquivo.write("G21 ; usar milimetros\n")
print("Arquivo 'cilindro.gcode' criado com sucesso!")
🔹 O que acontece aqui?
- O Python cria um novo arquivo chamado
cilindro.gcodena pasta onde o script está rodando. - Escreve dentro dele a linha:
G21 ; usar milimetros - Fecha o arquivo automaticamente (porque usamos
with). - Agora esse arquivo pode ser aberto em qualquer editor de texto.
Criando o programa em python com 10 camadas.
# -*- coding: utf-8 -*-
# Gera G-code para um cilindro (tubo) com 10 camadas – Ender-3 / Marlin
# Saída: cilindro_10camadas.gcode
import math
# ===== Parâmetros =====
RAIO_MM = 10.0 # raio do cilindro (mm)
CAMADAS = 10 # quantidade de camadas solicitada
ALTURA_CAM_MM = 0.20 # espessura da camada (mm) → 10 camadas = 2,0 mm
CENTRO_X = 110.0 # centro aproximado da Ender-3
CENTRO_Y = 110.0
LARG_LINHA = 0.40 # ~bico 0.4
VEL_IMPR = 1200 # mm/min (~20 mm/s)
VEL_VIAGEM = 6000 # mm/min
SEGMENTOS = 120 # segmentos para aproximar o círculo
# Extrusão (E relativo) – modelo simples
FILAMENTO_D = 1.75
AREA_FILA = math.pi * (FILAMENTO_D/2.0)**2 # mm²
def e_para_trecho(compr_mm: float) -> float:
"""Converte o comprimento do trecho em mm do filamento a extrudar (E)."""
volume = LARG_LINHA * ALTURA_CAM_MM * compr_mm # mm³
return volume / AREA_FILA # mm de filamento
def anel_g1(z: float, raio: float, nseg: int) -> list[str]:
"""Retorna linhas G-code (G1) aproximando um círculo com 'nseg' segmentos."""
linhas = []
# vai ao ponto inicial (ângulo 0) sem extrudar
x0 = CENTRO_X + raio
y0 = CENTRO_Y
linhas.append(f"G0 X{x0:.3f} Y{y0:.3f} Z{z:.3f} F{VEL_VIAGEM}")
ang_step = 2 * math.pi / nseg
x_prev, y_prev = x0, y0
for i in range(1, nseg + 1):
ang = i * ang_step
x = CENTRO_X + raio * math.cos(ang)
y = CENTRO_Y + raio * math.sin(ang)
L = math.hypot(x - x_prev, y - y_prev)
e = e_para_trecho(L)
linhas.append(f"G1 X{x:.3f} Y{y:.3f} E{e:.5f} F{VEL_IMPR}")
x_prev, y_prev = x, y
return linhas
# ===== Montagem do G-code =====
g = []
g.append("; ===== Ender-3 | Cilindro (tubo) – 10 camadas =====")
g.append(f"; Raio={RAIO_MM} mm | Camadas={CAMADAS} | h={ALTURA_CAM_MM} mm | centro=({CENTRO_X},{CENTRO_Y})")
g.append("G21 ; mm")
g.append("G90 ; posicoes absolutas")
g.append("M82 ; extrusao absoluta (padrão)")
g.append("G28 ; homing")
# Aquecimento opcional – descomente se for imprimir de verdade
#g.append("M104 S200 ; bico 200C (nao espera)")
#g.append("M140 S60 ; mesa 60C (nao espera)")
#g.append("M109 S200 ; bico 200C (espera)")
#g.append("M190 S60 ; mesa 60C (espera)")
g.append("G0 Z0.20 F1200 ; primeira camada")
g.append(f"G0 X{CENTRO_X:.3f} Y{CENTRO_Y:.3f} F{VEL_VIAGEM}")
g.append(f"G0 X{CENTRO_X+RAIO_MM:.3f} Y{CENTRO_Y:.3f} F{VEL_VIAGEM}")
g.append("M83 ; extrusao relativa")
g.append("G92 E0 ; zera extrusor")
z = ALTURA_CAM_MM
for camada in range(1, CAMADAS + 1):
g.append(f"; --- Camada {camada}/{CAMADAS} (Z={z:.2f}) ---")
g.extend(anel_g1(z, RAIO_MM, SEGMENTOS))
if camada < CAMADAS:
z += ALTURA_CAM_MM
g.append(f"G0 Z{z:.3f} F{VEL_VIAGEM}")
# Finalização
g.append("G0 Z10 F3000 ; afasta a peça")
#g.append("M104 S0 ; desliga bico (se aqueceu)")
#g.append("M140 S0 ; desliga mesa (se aqueceu)")
g.append("M84 ; motores off")
g.append("; ================================================")
with open("cilindro_10camadas.gcode", "w", encoding="utf-8") as f:
f.write("\n".join(g))
print("OK: arquivo gerado 'cilindro_10camadas.gcode'")
🔹 Conclusão
✅ Pontos positivos do que foi apresentado
- Você aprendeu que o G-code é apenas um arquivo texto, criado em qualquer editor ou até gerado automaticamente com Python.
- Vimos como montar um cilindro simples na Ender-3: cada camada é um círculo (ou anel) e, ao empilhar, formamos a peça 3D.
- O exercício mostrou que é possível entender a lógica por trás dos slicers (Cura, PrusaSlicer), ou seja, como os softwares de fatiamento transformam o modelo 3D em comandos de máquina.
- A integração com Python abriu espaço para automatizar a criação de trajetórias, o que pode ser aplicado tanto no ensino quanto em projetos reais.
🔧 O que pode ser melhorado no código
- Hoje usamos uma aproximação simples da extrusão. Podemos melhorar:
- Calibrando melhor a relação entre comprimento da linha e extrusão (considerando fluxo real da impressora).
- Adicionando duas ou mais paredes e infill (preenchimento interno) para criar cilindros sólidos.
- Gerando movimentos de skirt/brim (bordas externas) para melhorar a aderência na mesa.
- Inserindo parâmetros configuráveis como temperaturas, velocidades, e altura de camada em variáveis globais.
- Outra evolução seria criar uma função para gerar qualquer geometria básica (quadrados, triângulos, espirais) — ótimo como exercício de programação para alunos.
🏭 Como as empresas usam essa técnica em projetos avançados
- Na indústria 4.0, G-code é usado em usinagem CNC (torno, fresadora, router) para fabricar peças metálicas e plásticas com altíssima precisão.
- Em empresas de impressão 3D, o código é gerado automaticamente por slicers avançados, mas muitos engenheiros ainda ajustam o G-code manualmente para:
- Criar estruturas de suporte inteligentes.
- Controlar velocidades diferentes por região da peça.
- Inserir pausas programadas (para troca de cor, inserir peças metálicas, sensores, etc).
- Em projetos mais complexos, o G-code pode ser integrado com simulações digitais (digital twins), verificando antes se a trajetória da ferramenta será eficiente, segura e otimizada.
- Grandes empresas usam até G-code adaptativo: a máquina lê sensores em tempo real (vibração, temperatura, pressão) e ajusta o código dinamicamente, algo que está evoluindo em direção à manufatura inteligente e autônoma.
👉 Ou seja, o que fizemos aqui — gerar um cilindro simples em Python — é uma porta de entrada para entender como máquinas e softwares conversam.
O conceito de criar e manipular arquivos de texto está presente em praticamente toda a computação:
- Impressão 3D e CNC → geração de arquivos G-code.
- Programação → arquivos usados por compiladores (código-fonte em C, Java, Python).
- Escritório → planilhas eletrônicas (CSV, XLSX), processadores de texto (DOCX, ODT, RTF) e apresentações (PPTX) são, na essência, arquivos de texto ou estruturados.
- Web → arquivos HTML, CSS e JSON, que formam sites e APIs.
- Banco de dados → exportação de informações em CSV, SQL scripts.
- Ciência de dados → geração automática de relatórios, datasets em TXT/CSV para análise.
- Automação → scripts Python criam logs de sistemas, arquivos de configuração e até relatórios prontos em PDF.
Assim, usar Python para construir e manipular arquivos não se limita ao G-code: abre uma gama enorme de aplicações, como:
- Criar relatórios automáticos de uma pesquisa.
- Gerar gráficos e salvar em arquivos para apresentação.
- Simular experimentos e salvar resultados em planilhas.
- Desenvolver conversores (por exemplo, transformar dados em XML, JSON ou YAML).
- Automatizar tarefas repetitivas em empresas, economizando tempo e reduzindo erros.
Esse mesmo raciocínio — simples, mas poderoso — é o que sustenta desde projetos escolares até sistemas industriais complexos, permitindo que a programação conecte ideias a resultados práticos no mundo real.
Este blog foi gerado com auxilio do CHATGPT 5.
Será utilizado em treinamento no curso técnico da Escola Estadual Diva Tarlá, em Ribeirão Preto.